Enamel Production

Enamel consists of natural raw materials. Glass, potash and metal oxide are combined in a furnace and heated to between 1,000°C and 1,200°C. The resulting liquid enamel mass is then poured out between two water-cooled rollers, forming a thin plate which is then broken down into enamel chips, known as ‘frits’.

This raw enamel is then finely ground with additives and pigments before being mixed with water. Almost any colour can be created through this process, which creates the coloured slick.
Enamel can be applied to metals such as cast iron, aluminium and copper, although Riess use rough sheet metal. This is then either cold pressed or turned in a number of processes which create the base vessel.

These metal blanks are then dipped in an acid bath to burn off any impurities before they are ready for the first coat of enamel.

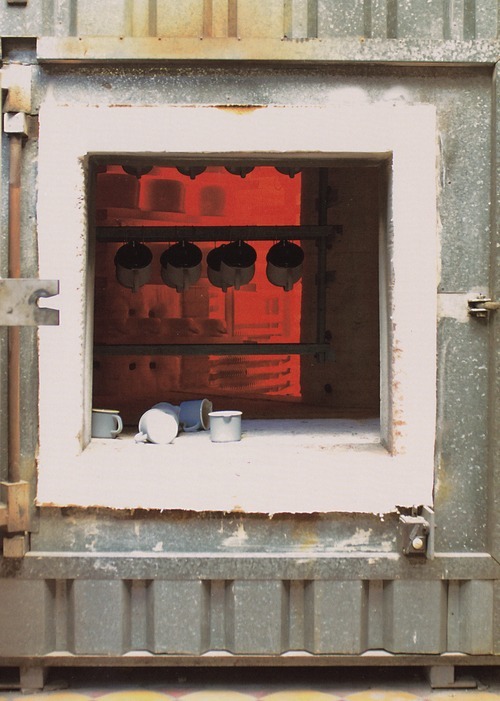
This first coat is the bisque, the plain undercoat. During the drying process these jugs will pass through the drying furnace at approximately 80°C.

At Riess each item is hand-dipped in the enamel slick.

A series of ingenious Heath-Robinson devices are then used to turn the pots after the enamel is applied. This allows the viscous enamel to slowly and evenly coat the surface, while a quick flick with each turn shakes off drips which can then be collected and reused.
 Each item will require at least two or three coats, including a grey undercoat, a base coat and the final colour, before the contrast interior colour is added.
Each item will require at least two or three coats, including a grey undercoat, a base coat and the final colour, before the contrast interior colour is added.

Hand finishing ensures each item is up to standard, with an even covering and no drip marks.

Each coat requires a trip through the furnace to fully dry, before the finished product is finally baked at a temperature of around 860°C. It is this final baking that creates the finished product - the vitreous coating and the steel base fuse together to create a new and unique material: enamel.